
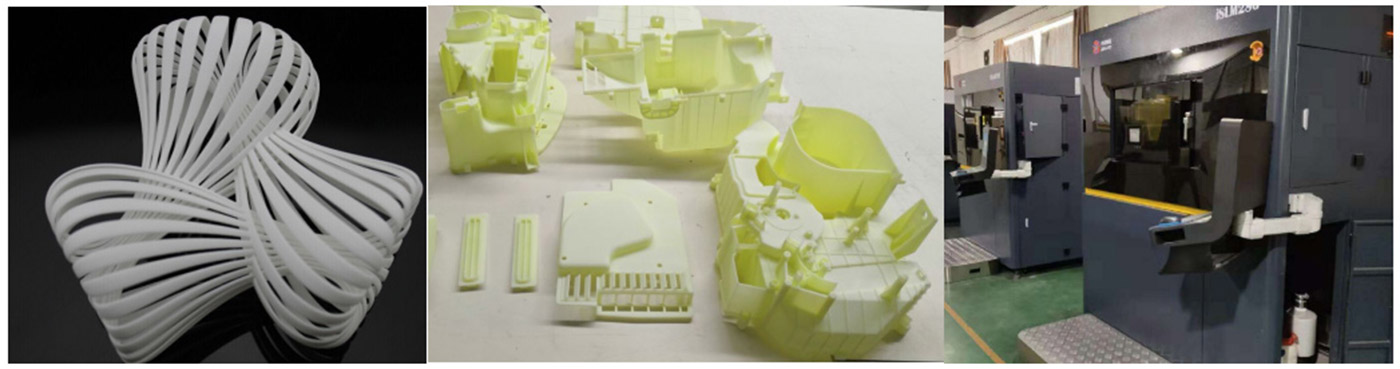
SLA (стереолитография)
• Сипаттама: SLA - ультракүлгін сәулелену арқылы сұйық фотосезімтал шайырдың полимерлену реакциясы арқылы қабат бойынша үш өлшемді қатты қабатты қалыптастыру әдісіне сілтеме жасайтын, фотокеруді қалыптау технологиясы. SLA дайындаған жұмыс бөлігі жоғары өлшемді дәлдікке ие және алғашқы коммерциялық 3D басып шығару технологиясы болып табылады.
• Баспа материалы: жарық сезгіш шайыр
• Күш: жарыққа сезімтал шайыр қаттылық пен беріктікке жеткіліксіз және тез бұзылады. Сонымен бірге, жоғары температура жағдайында басып шығарылған бөлшектер майысып, деформацияланады, ал мойынтіректер сыйымдылығы жеткіліксіз.
• Дайын өнімнің ерекшеліктері: SLA-дан басылған дайындамалар жақсы бөлшектерге ие және тегіс бетке ие, оларды бояумен және басқа процестермен бояуға болады.
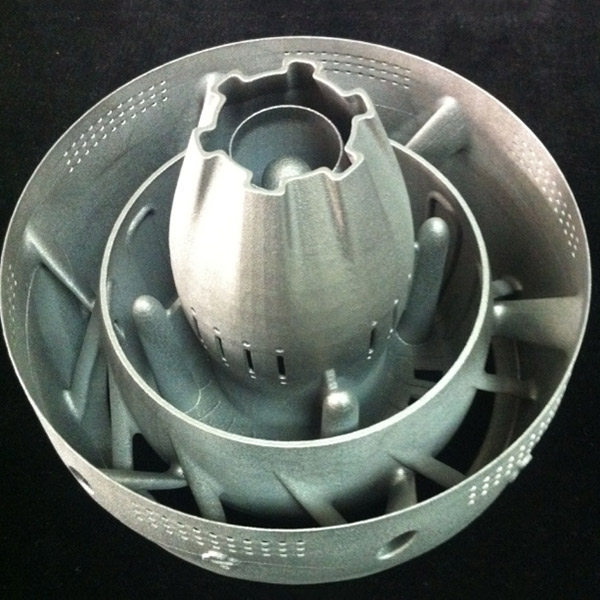
Лазерлік синерлеу (SLS)
• Сипаттама: SLS - SLM технологиясына ұқсас, лазерлік агломераттау технологиясы. Айырмашылық - лазерлік қуат. Бұл жылдам прототиптеу әдісі, инфрақызыл лазерді жылу көзі ретінде ұнтақ материалдарын агломерациялауға және қабат-қабат етіп үш өлшемді бөлшектер құруға жылу көзі ретінде қолданады.
• Баспа материалы: нейлон ұнтағы, PS ұнтағы, PP ұнтағы, металл ұнтағы, керамикалық ұнтақ, шайырлы құм және қапталған құм (кең таралған материалдар: нейлон ұнтағы, нейлон плюс шыны талшық)
• Күш: материалдың өнімділігі ABS өнімдеріне қарағанда жақсы, ал беріктігі мен беріктігі керемет.
• Дайын өнімнің ерекшеліктері: дайын өнім жоғары механикалық қасиеттерге ие және өлшеу модельдерін, функционалды модельдерді және пластикалық бөлшектердің шағын партиясын тікелей өндіруге жарамды. Кемшілігі - дәлдігі жоғары емес, прототиптің беткі қабаты салыстырмалы түрде кедір-бұдырлы, және әдетте оны қолмен жылтыратып, шыны моншақтармен, күлмен, маймен және басқа өңдеуден кейін шашырату қажет.

CNC
• Сипаттама: CNC өңдеу - бұл субстрактивті өндіріс процесі, онда бағдарламалық қамтамасыз етуді басқару құралы әр түрлі қажетті қозғалыстарды орындау үшін нұсқаулар береді. Бұл процесте шикізатты кетіру, бөлшектер немесе бұйымдар жасау үшін әртүрлі дәлдік құралдары қолданылады.
• Материалдар: CNC өңдеуге арналған материалдар, оның ішінде пластмассалар мен металдарды да қамтиды. Пластикалық қолмен жасалынатын материалдар: ABS, акрил / PMMA, PP, PC, PE, POM, нейлон, бакелит және т.б.; Металлдан жасалған қолмен жасалған материалдар: алюминий, алюминий магний қорытпасы, алюминий мырыш қорытпасы, мыс, болат, темір және т.б.
• Күш: әр түрлі материалдардың күші әр түрлі және оларды тізімдеу қиын
• Дайын өнімнің ерекшеліктері: CNC өңделген бөлшектері тегіс беткейге, жоғары өлшемді дәлдікке және ең жақсы ықшамдылыққа ие және өңдеуден кейінгі әр түрлі нұсқалар бар.
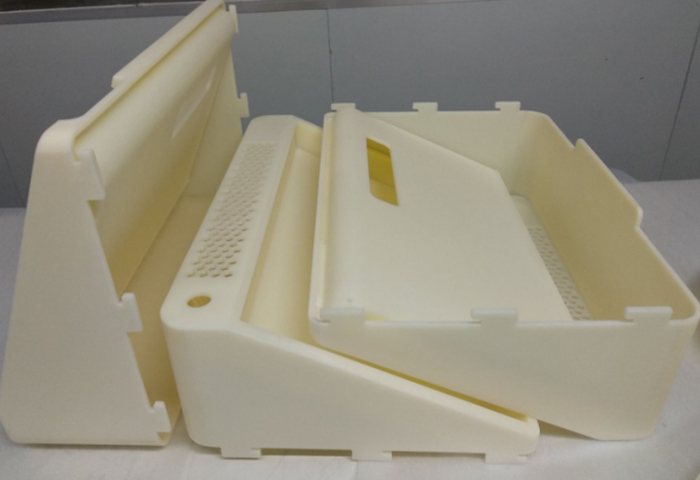

Вакуумдық құю
• Сипаттамасы: вакуумдық құю технологиясы вакуум жағдайында силиконды қалып жасау үшін прототипті (жылдам прототиптеу бөлшектері, CNC қол бөлшектері) қолдану болып табылады. Сондай-ақ, PU, ABS және басқа материалдарды құю үшін пайдаланады, сол үшін сол көшірмені өнімнің прототипімен клондау үшін.
• Материал: ABS, PU, PVC, силикон, мөлдір ABS
• Күш: беріктігі мен қаттылығы CNC қол бөліктеріне қарағанда төмен. Кәдімгі ПУ материалы салыстырмалы түрде сынғыш, беріктігі және жоғары температураға төзімділігі нашар. ABS жоғары беріктігі, жақсы икемділігі және кейінгі өңдеуден жеңілірек.
• Дайын өнімнің ерекшеліктері: жиырылуы және деформациясы оңай; дәлдігі әдетте 0,2 мм ғана. Сонымен қатар, вакууммен құйылатын қол бөлшектері жоғары температураға 60 градусқа ғана қарсы тұра алады және беріктігі мен қаттылығы бойынша CNC қол бөліктеріне қарағанда төмен.


Вакуумдық құю технологиясы өнімнің прототипін вакуумдық күйде силикон қалыптарын жасау үшін пайдаланады және вакуумдық күйдегі бөлшектерді шығару үшін PU, ABS және т.с.с материалдарды қабылдайды, бұл өнімнің прототипімен бірдей. Бұл әдіс шағын сериялы өндіріс үшін өте ыңғайлы, бұл эксперименттік өндіріс пен шағын партияны қысқа мерзім ішінде шешуге болатын арзан шешім, сонымен қатар күрделі құрылымы бар кейбір инженерлік үлгілердің функционалдық сынақтарына жауап бере алады. Тұтастай алғанда, вакуумдық құю технологиясы қарапайым сынаққа және тұжырымдамалық дизайн қажеттіліктеріне сәйкес келеді.
Жедел прототиптің артықшылықтары
• Қалыптастыру процесінде автоматтандырудың жоғары дәрежесі
• Нақты нысан көшірмесі
• Өлшемдердің жоғары дәлдігі. Өлшемдік дәлдік ± 0,1 мм дейін болуы мүмкін
• Беттің сапасы өте жақсы
• Шектелмеген дизайн кеңістігі
• Жинау қажет емес
• Жылдам қалыптау жылдамдығы және жеткізу уақыты аз
• Шикізатты үнемдеу
•Мен өнімнің дизайнын жетілдіремін