
SLA (StereoLitografie)
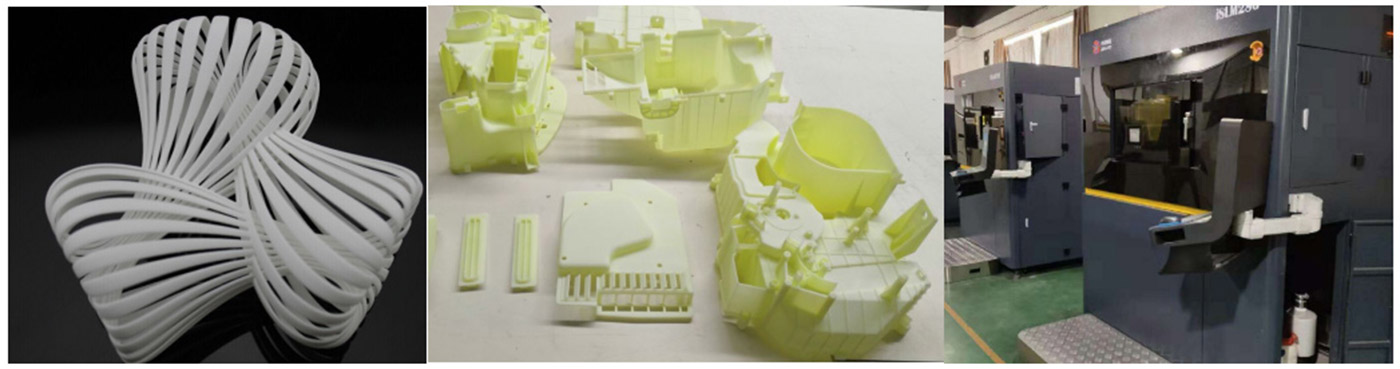
• Descriere: SLA este o tehnologie de turnare prin fotopolimerizare, care se referă la metoda de formare solidă tridimensională strat cu strat prin reacția de polimerizare a rășinii fotosensibile lichide prin iradiere ultravioletă. Piesa de lucru pregătită de SLA are o precizie dimensională ridicată și este cea mai veche tehnologie de imprimare 3D comercială.
• Material de imprimare: rășină fotosensibilă
• Rezistență: rășina fotosensibilă este insuficientă în rezistență și rezistență și se rupe ușor. În același timp, în condiții de temperatură ridicată, piesele tipărite sunt ușor de îndoit și deformat, iar capacitatea portantă este insuficientă.
• Caracteristicile produsului finit: Piesele imprimate SLA au detalii bune și suprafață netedă, care poate fi colorată prin vopsire prin pulverizare și alte procese.
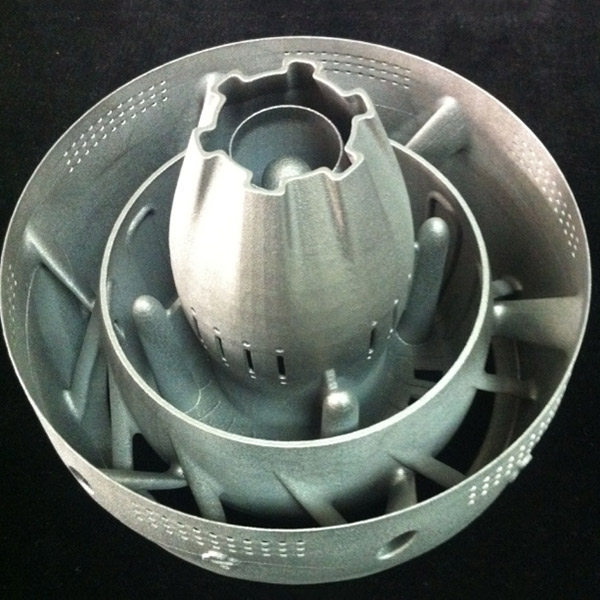
Sinterizare laser selectivă (SLS)
• Descriere: SLS este o tehnologie selectivă de sinterizare cu laser, similară cu tehnologia SLM. Diferența este puterea laserului. Este o metodă rapidă de prototipare care folosește laserul în infraroșu ca sursă de căldură pentru sinterizarea materialelor sub formă de pulbere și pentru a forma părți tridimensionale strat cu strat.
• Material de imprimare: pulbere de nailon, pudră PS, pudră PP, pudră metalică, pudră ceramică, nisip de rășină și nisip acoperit (materiale tipografice obișnuite: pulbere de nailon, nailon plus fibră de sticlă)
• Rezistență: performanța materialului este mai bună decât produsele ABS, iar rezistența și rezistența sunt excelente.
• Caracteristicile produsului finit: produsul finit are proprietăți mecanice superioare și este potrivit pentru producția directă de modele de măsurare, modele funcționale și un lot mic de piese din plastic. Dezavantajul este că precizia nu este mare, suprafața prototipului este relativ aspră și, în general, trebuie lustruită manual, pulverizată cu margele de sticlă, cenușă, ulei și alte postprelucrări.

CNC
• Descriere: Prelucrarea CNC este un proces de fabricație subtractiv în care sistemul de control software emite instrucțiuni pentru ca instrumentul să efectueze diferite mișcări necesare. În acest proces, sunt folosite diverse instrumente de precizie pentru a elimina materiile prime și a realiza piese sau produse.
• Materiale: Materialele de prelucrare CNC sunt destul de extinse, inclusiv materiale plastice și metale. Materialele modelului manual din plastic sunt: ABS, acrilic / PMMA, PP, PC, PE, POM, nailon, bakelită etc .; Materialele modelate manual din metal sunt: aluminiu, aluminiu aliaj de magneziu, aliaj de aluminiu zinc, cupru, oțel, fier etc.
• Rezistență: diferite materiale au puncte forte diferite și sunt dificil de enumerat
• Caracteristicile produsului finit: piesele prelucrate CNC au o suprafață netedă, o precizie dimensională ridicată și cea mai bună compactitate și există o varietate de opțiuni de post-procesare.
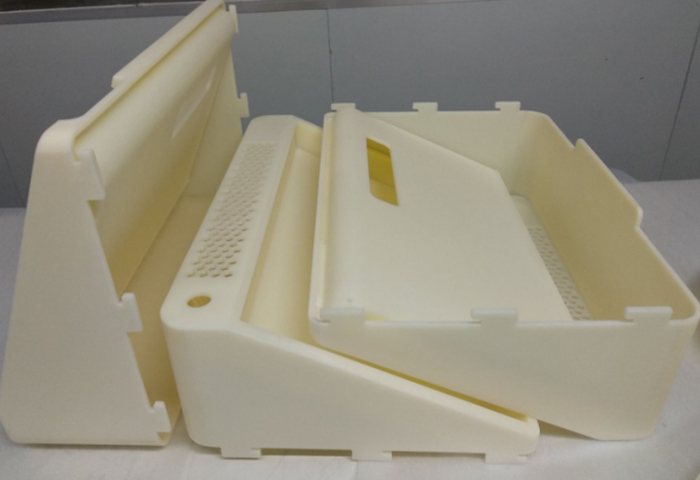

Turnare sub vid
• Descriere: tehnologia de turnare sub vid este de a utiliza prototipul (piese de prototipare rapidă, piese manuale CNC) pentru a realiza o matriță din silicon în condiții de vid. De asemenea, folosește PU, ABS și alte materiale pentru turnare, astfel încât să cloneze aceeași copie cu prototipul produsului.
• Material: ABS, PU, PVC, silicon, ABS transparent
• Rezistență: rezistența și duritatea sunt mai mici decât piesele de mână CNC. Materialul PU comun este relativ fragil, rezistența și rezistența la temperaturi ridicate sunt slabe. ABS are o rezistență mai mare, o plasticitate mai bună și o post-procesare mai ușoară.
• Caracteristicile produsului finit: ușor de micșorat și deformat; precizia este în general de numai 0,2 mm. În plus, piesele de mână turnate sub vid pot rezista doar la temperaturi ridicate de aproximativ 60 de grade și sunt mai mici decât piesele de mână CNC în ceea ce privește rezistența și duritatea.


Tehnologia de turnare sub vid folosește prototipul produsului pentru a produce matrițe din silicon sub stare de vid și adoptă materiale precum PU, ABS etc. pentru a fabrica piese sub stare de vid, care este la fel ca și cu prototipul produsului. Această metodă este potrivită în special pentru producția de loturi mici. Este o soluție cu costuri reduse pentru a rezolva producția experimentală și producția de loturi mici în timpul scurt, și, de asemenea, ar putea îndeplini testul funcțional al unor probe de inginerie cu structură complicată. Una peste alta, tehnologia de turnare sub vid este potrivită pentru testarea simplă și necesitățile proiectării conceptuale.
Avantajele prototipării rapide
• Grad ridicat de automatizare în procesul de formare
• Replicarea precisă a entității
• Precizie dimensională ridicată. Precizia dimensională poate fi de până la ± 0,1 mm
• Calitate excelentă a suprafeței
• Spațiu de proiectare nelimitat
• Nu este necesară asamblarea
• Viteză de formare rapidă și timp de livrare mai redus
• Economisirea materiilor prime
•Îmi îmbunătățesc designul produsului